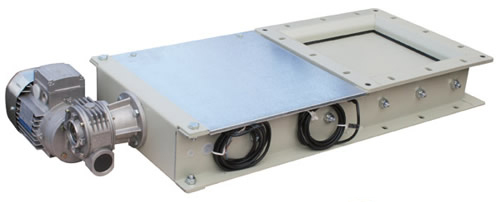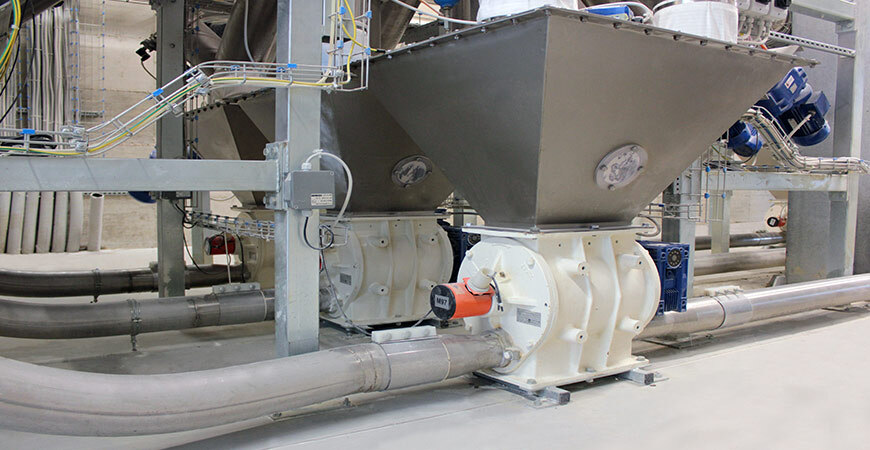


RV/RVR alveolar valves are the ideal solution for the controlled feeding and discharge of powdery or granular products from silos, hoppers, pneumatic transport systems, bag filters, cyclones, etc.
Function:
RV and RVR alveolar distributors are designed to meet a wide range of applications. They are suitable for the controlled loading and unloading of powdery or granular products from silos, hoppers, pneumatic transport systems, bag filters and cyclones.
Features:
Dosing rates: 2.2 to 19.5 litres per revolution Operating temperature: -40 to 150 °C Various motors for different rotation speeds Various materials and treatments available depending on the product being processed Maximum differential pressure: 0.3 bar (4.4 PSI)
Advantages:
Compatible with other equipment thanks to standard flanges. Compact and robust construction. Easy access to all internal mechanical components.
Options:
Available in ATEX version, explosion isolation system.